

优势特点:台湾圆筒型TBI滚珠花键SOT025花键滚轧属于增量成形工艺,需要的外形通过工件在相反运动的模具中间滚动而产生。材料的流动就是模具加在工件上的结构。进给是决定成形过程的主要因素,即模具每一次接触工件时的切入量,也就是材料被排挤的增加量。
tbi花键小径定心加工工艺
tbi花键轴联接具有受力均匀、强度高、承载力大、导向性好、联接精度高等优点,因而在机床设计中普遍采用。矩形花键的定位配合方式主要有大径定心和小径定心两种。近年来,我公司相继开发了一系列大型龙门加工中心,这类机床的主变速箱都采用了移动齿轮换挡,花键联接传递动力的设计。由于受加工设备、刀具等条件的限制,矩形花键均采用了大径定心的配合方式。在机床试制过程中发现,由于定心的内花键大径在热处理后无法进行精加工,而热处理后的变形使内花键精度难以保证。
为了保证配合,设计的配合间隙必须较大,这样易形成喇叭口,使以花键为基准孔的齿轮在花键轴上受载后产生歪斜,引起花键定位表面及侧面的磨损,降低了传动精度,产生了噪声。为解决机床产品试制中发现的问题,提高花键轴与花键齿轮的配合精度,我们决定对主变速箱中的花键轴和花键齿轮改为小径定心配合,配合精度为H8/f7。采用小径定心的配合方式,定位小径的尺寸和位置精度均可由机床保证,使花键具有良好的加工工艺性,加工稳定性和精度易于保证;同时可确保以高精度的基准孔定位加工齿轮,提高齿轮的加工精度,使齿轮在传动过程中平稳无冲击,确保变速箱的运行稳定.
台湾圆筒型TBI滚珠花键SOT025花键滚轧属于增量成形工艺,需要的外形通过工件在相反运动的模具中间滚动而产生。材料的流动就是模具加在工件上的结构。进给是决定成形过程的主要因素,即模具每一次接触工件时的切入量,也就是材料被排挤的增加量。
应用
机械产业、自动代工业、半导体产业

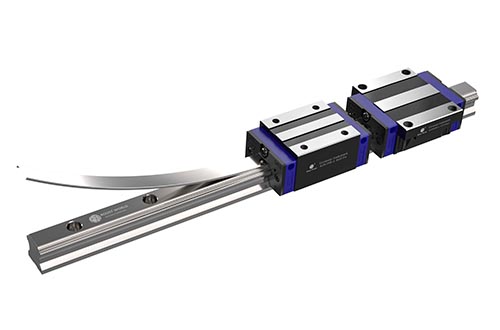
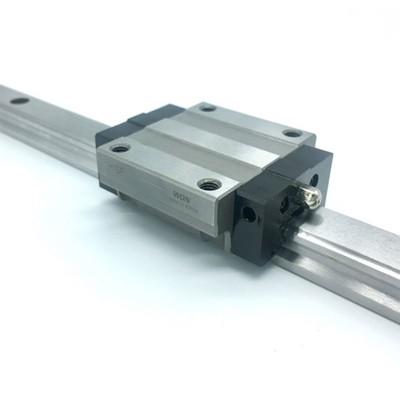
下图是TBI滚珠花键SOT系列的实心断面形状,花键轴端为法兰型,在坑能的情况下可以超过沟槽直径(∅d),SOT系列花键通过对花键的滚动沟槽进行精密研磨,连到高精度而后与外筒配合



若需要配管、配线、排气货减轻重量的地方,可使用中空SOT花键轴



注意:尽管SOT花键轴方向的固定强度并非要求很高,但应该避免只将其敲入而不予以固定的现象




下一篇:SOT020