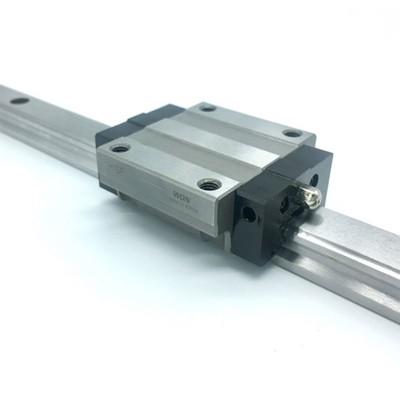





优势特点:力士乐REXROTH滚珠丝杠25x5Rx3研磨滚珠螺杆和转造级滚珠螺杆区别在于:外观区别:研磨滚珠丝杆螺纹齿项为规则磨削面,无槽(注意有些不良商家用轧制丝杆磨削后也可成这种外观,但做工粗糙);转造级滚珠丝杆:螺纹齿项有挤压堆积槽。

|
规格 d0xPxDw |
部件号 | 尺寸(mm) |
惯性矩 Js ((kg(cm^2)/m |
最大长度(mm) |
重量 (kg/m) |
||||
| 公差等级T5 | 公差等级T7 | 公差等级T9 | d1 | d2 | 标准 | 按要求 | |||
| 25x5Rx3 | R151121500 | R151121700 | R151121900 | 24.0 | 21.9 | 2.22 | 2500 | 5000 | 3.31 |

| 规格 | 公差等级 | 尺寸(mm) | |||
|
DR -1 |
LR +2 |
Ltot | Ls | ||
| 25x5Rx3 | T5 | 36.6 | 200 | 1700 | 1500 |
力士乐滚珠丝杆检测与维修
力士乐滚珠丝杆所产生故障是多种多样的,没有固定的模式。有的故障是渐发性故障,要有一个发展的过程,随着使用时间的增加越来越严重;有时是突发性故障, 一般没有明显的征兆,而突然发生,这种故障是各种不利因素及外界共同作用而产生的。所以通过正确的检测来确定真正的故障原因,是快速准确维修的前提。
1)数控车床滚珠丝杠螺母副及支撑系统间隙的检测与修理
力士乐滚珠丝杆所产生故障是多种多样的,没有固定的模式。有的故障是渐发性故障,要有一个发展的过程,随着使用时间的增加越来越严重;有时是突发性故障, 一般没有明显的征兆,而突然发生,这种故障是各种不利因素及外界共同作用而产生的。所以通过正确的检测来确定真正的故障原因,是快速准确维修的前提。
1)数控车床滚珠丝杠螺母副及支撑系统间隙的检测与修理
当数控机床出现反向误差大、定位精度不稳定、过象限出现刀痕时,首先要检测丝杠系统有没有间隙。检测的方法有:用百分表配合钢球放在力士乐滚珠丝杆的一端中心孔 中,测量丝杠的轴向窜动,另一块百分表测量工作台移动。正反转动丝杠,观察两块百分表上反映的数值,根据数值不同的变化确认故障部位。
a)机床丝杠支撑轴承间隙的检测与修理
如测量机床力士乐丝杠的百分表在丝杠正反向转动时指针没有摆动,说明丝力士乐杠没有窜动。如百分表指针摆动,说明数控磨床丝杠有窜动现象。该百分表大与小测量值之差就是丝杠 的轴向窜动的距离。这时,我们就要检查支撑轴承的背帽是否锁紧、支撑轴承是否已磨损失效、预加负荷轴承垫圈是否合适。如果轴承没有问题,只要重新配做预加 负荷垫圈就可以了。如果轴承损坏,需要把轴承更换掉,重新配做预加负荷垫圈,再把背帽背紧。数控铣床丝杠轴向窜动大小主要在于支撑轴承预加负荷垫圈的精度。丝杠安 装精度最理想的状态是没正反间隙,支撑轴承还要有0.02mm左右的过盈。
b)精密研磨级力士乐滚珠丝杆双螺母副产生间隙的检测与维修
通过检测,如果确认故障不是由于TBI丝杆窜动引起的。那就要考虑是否是丝杠螺母副之间产生了间隙,这种情况的检测方法基本与检测丝杠窜动相同。用百分表测量与螺母相连的工作台上,正反向转动丝杠,检测出丝杠与螺母之间的大间隙,然后进行调整。
c)单螺母副的检测与维修
对于进口单螺母滚珠丝杠,机床丝杠螺母副之间的间隙是不能调整的。如检测出丝杠螺母副存在间隙。首先检查丝杠和螺母的螺纹圆弧是否已经磨损,如磨损严重,必须更换全套丝杠螺母。
力士乐REXROTH滚珠丝杠25x5Rx3研磨滚珠螺杆和转造级滚珠螺杆区别在于:外观区别:研磨滚珠丝杆螺纹齿项为规则磨削面,无槽(注意有些不良商家用轧制丝杆磨削后也可成这种外观,但做工粗糙);转造级滚珠丝杆:螺纹齿项有挤压堆积槽。